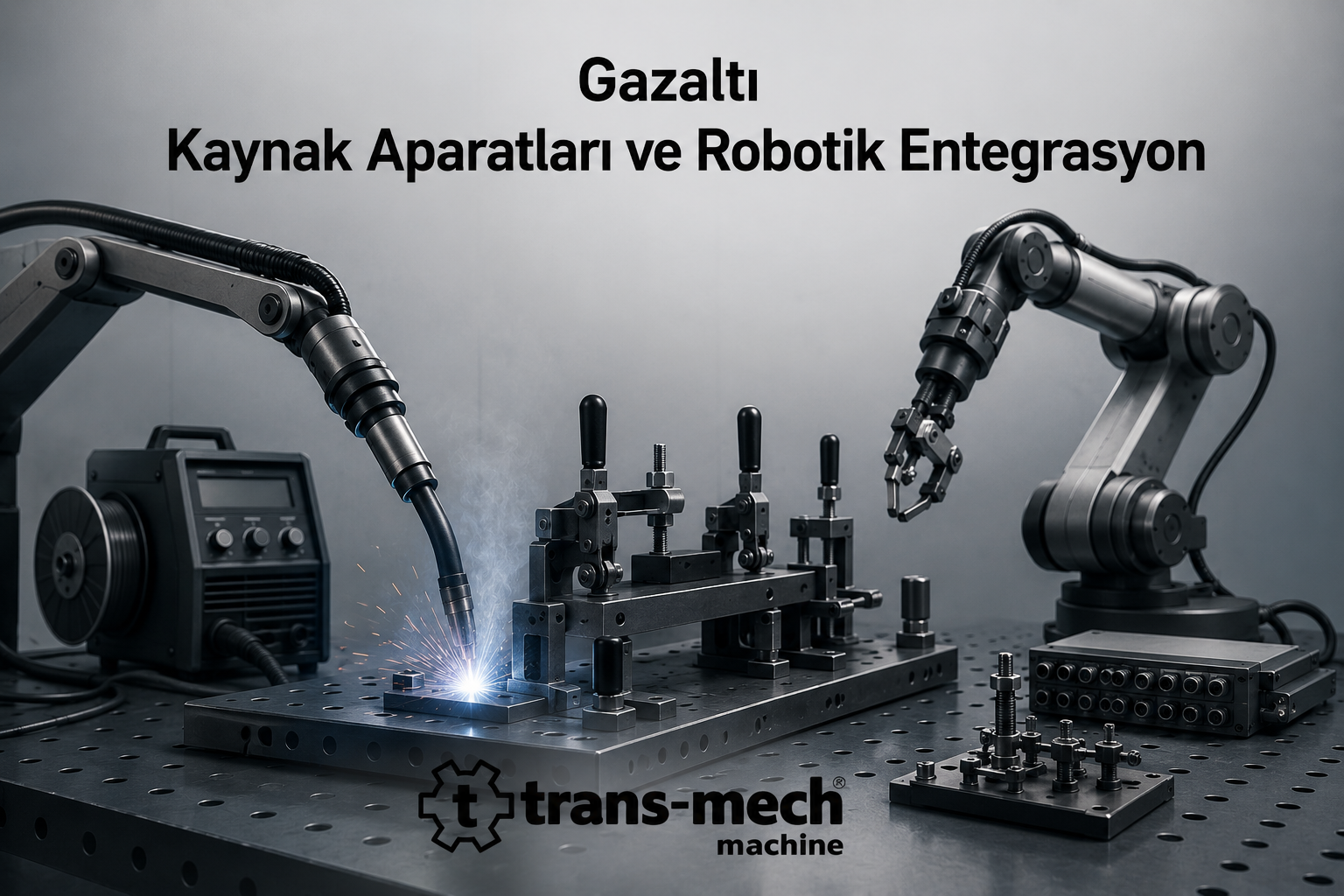
Üretimde Hata Payını Sıfırlamak: Gazaltı Kaynak Aparatları ve Robotik Entegrasyon
İmalat sektöründe serbest el (manuel) kaynak yapmak her zaman bir sanat olarak kabul görmüştür. Ancak iş seri üretime, yüksek kalite standartlarına ve dijitalleşen dünyanın hızına geldiğinde, usta ellerin yanına çok güçlü bir yardımcı koymak gerekir. Çünkü ne kadar deneyimli olursa olsun, bir operatörün her parçayı milimetrik olarak aynı açıda tutması ve kaynak esnasında oluşan yüksek ısı nedeniyle sacın esnemesini (çarpılmasını) tek başına engellemesi imkansızdır.
İşte tam bu noktada, modern kaynak hatlarının gizli kahramanları olan Gazaltı Kaynak Aparatları (veya sektördeki adıyla kaynak fikstürleri) ve bu sistemlerin tamamlayıcısı olan robotik otomasyon devreye giriyor.
Gazaltı Kaynak Aparatı Nedir ve Ne İşe Yarar?
Gazaltı kaynak aparatları; kaynak yapılacak iki veya daha fazla parçayı, teknik resme tam uyumlu olacak şekilde doğru konumda sabitleyen, kaynak esnasında parçaların hareket etmesini veya ısıdan dolayı formunun bozulmasını engelleyen özel mühendislik tasarımlarıdır.
Bu sistemleri sadece birer "mengene veya sıkıştırma kalıbı" olarak görmek büyük bir haksızlık olur. Doğru tasarlanmış bir kaynak aparatı; parçanın montaj kolaylığını, kaynak torcunun parçaya erişim açısını ve kaynak sonrası parçanın rahatça sökülmesini doğrudan belirleyen akıllı bir üretim altyapısıdır.
Gazaltı Kaynak Aparatlarının Sınıflandırılması
Fabrikalarda üretilen parçanın adedine, geometrisine ve üretim hattının teknolojik seviyesine göre kaynak aparatları temel olarak üç ana gruba ayrılır:
1. Manuel Kaynak Aparatları
Düşük veya orta hacimli üretim hatlarında tercih edilen, maliyet açısından en ekonomik çözümdür. Bu sistemlerde parçaların sabitlenmesi, operatörün el gücüyle açıp kapattığı manuel hızlı bağlantı elemanları (klamplar) ile yapılır.
- Avantajı: Kurulum maliyeti düşüktür, elektrik veya hava hattına ihtiyaç duymadığı için esnektir.
- Kullanım Alanı: Prototip üretimleri, butik imalatlar ve günlük parça sayısının az olduğu hatlar.
2. Pnömatik Klempli Kaynak Aparatları
Üretim hacminin arttığı ve hızın kritik önem kazandığı hatlarda manuel klamplar yetersiz kalır. Pnömatik aparatlar, parçayı sıkıştırma işlemini insan gücü yerine hava tahrikli pnömatik silindirler vasıtasıyla yapar. Operatör parçaları yerleştirir ve bir butona veya ayak pedalına basarak tüm klampları aynı anda, saniyeler içinde kapatır.
- Avantajı: İnsan faktöründen kaynaklanan sıkıştırma farklılıklarını ortadan kaldırır. Her parçaya her seferinde aynı standartta baskı uygulanır. İşçi yorulmasını engeller ve çevrim süresini (cycle time) ciddi oranlarda düşürür.
- Kullanım Alanı: Orta ve yüksek hacimli seri üretim hatları.
3. Robotlu ve Otomasyonlu Kaynak Aparatları
Dijitalleşmenin ve Endüstri 4.0’ın merkezinde yer alan, kaynak robotları ile tam senkronize çalışan en ileri seviye sistemlerdir. Bu aparatlarda sadece pnömatik sıkıştırma değil, aynı zamanda akıllı sensör teknolojileri devreye girer. Aparat üzerindeki sensörler; parçanın doğru oturup oturmadığını, klampların başarıyla kapanıp kapanmadığını algılar ve bu veriyi doğrudan kaynak robotunun kontrol ünitesine iletir.
- Avantajı: "Kör" olan kaynak robotuna göz ve akıl olur. Hatalı veya eksik parça yerleşiminde robotun çalışmasını engelleyerek fire üretimini sıfıra indirir. Otomatik açılan-kapanan mekanizmaları sayesinde robot torcuna maksimum hareket alanı sağlar.
- Kullanım Alanı: Otomotiv, beyaz eşya ve ağır sanayi gibi yüksek otomasyonlu, sıfır hata hedefleyen seri üretim tesisleri.
Doğru Bir Kaynak Aparatı Nasıl Olmalıdır?
Hangi sınıfta olursa olsun, başarılı bir gazaltı kaynak aparatının arkasında şu temel mühendislik kriterleri yatar:
- Isı ve Deformasyon Yönetimi: Kaynak işlemi, metale ciddi bir ısı yükler. Aparat, bu ısı altında kendisi genleşmemeli ve parçanın "çekme/çarpılma" yapmasına izin vermeyecek kadar rijit (güçlü) olmalıdır.
- Torç Erişilebilirliği: Kaynak yapacak operatörün veya robot kolunun, kaynak ağzına en rahat açıyla ulaşabilmesi gerekir. Sıkıştırma elemanları, kaynak yolunu kapatmayacak şekilde konumlandırılmalıdır.
- Aşınma Parçalarının Değişebilirliği: Kaynak çapakları zamanla aparatın üzerine yapışır. Kaliteli bir aparat, çapak birikmesini minimumda tutacak şekilde tasarlanır ve sökülebilir-takılabilir koruma plakalarına sahip olmalıdır.
Kaynak Fikstürleri ve Otomasyonun Fabrikalara Getirileri
Fabrikanız bünyesinde doğru sınıflandırılmış kaynak aparatlarına ve robotlu sistemlere yatırım yapmak, operasyonel süreçlerinizde şu majör değişimleri tetikler:
- Standart Kalite ve Sıfır Hatalı Üretim: Hattan çıkan 1. parça ile 10.000. parça geometrik olarak birbirinin tıpatıp aynısı olur. Kaynak sonrasında parçaların montaj hatlarında sorunsuz birleşmesi sağlanır.
- Çevrim Sürelerinde Radikal Düşüş: Geleneksel yöntemde işçi parçaları yan yana getirir, ölçer, punta kaynağı yapar ve sonra esas kaynağa geçer. Aparatlı sistemde ise bu hazırlık süreleri ortadan kalkar; üretim kapasitesi katlanır.
- İş Güvenliği ve Ergonomi Artışı: Özellikle ağır parçaların kendi ekseninde dönmesini sağlayan pozisyonerli kaynak aparatları sayesinde, operatör veya robot parçayı her zaman en ideal kaynak açısında yakalar. İşçi sağlığı maksimum düzeyde korunur.
Sonuç: Geleceğin Kaynak Hatlarını Kurgulamak
Gazaltı kaynak aparatları, üretimde kalitenin tesadüflere veya sadece operatörün o günkü performansına bağlı kalmasını engeller. İster manuel bir atölye olun, ister tam otomatize bir fabrika; doğru aparat sınıfını seçmek maliyetlerinizi düşürmenin, hızı artırmanın ve endüstriyel dönüşüme ayak uydurmanın en somut yoludur. Doğru projelendirilmiş bir sistem yatırımı, kalitesiz üretimden doğacak geri dönüş maliyetlerini sıfırlayarak kendisini çok kısa sürede amorti edecektir.
Fabrikanıza özel kaynak fikstürü çözümlerini incelemek, üretim kapasitenizi robotik entegrasyonla artırmak ve hatasız imalat altyapısı kurmak için bizimle iletişime geçebilirsiniz.